

Ühe kruviga ekstrusioonil kasutatakse ühte pöörlevat kruvi, kahe kruviga ekstrusioonil aga kahte omavahel põimuvat kruvi, et parandada segamist. See erinevus mõjutab toote kvaliteeti ja protsessi juhtimist. Lihtsa ja suuremahulise tootmise jaoks on vajaÜhekordne plastkruvisobib enamiku vajadustega.Kahe kruviga ekstruuderi tünnidjaKaksikkruvid plastmassist ekstruuderite jaokssuurepärane keerukate segamiste puhul.
Ühe kruviga ekstrusiooni selgitus
Kuidas ühe kruviga ekstrusioon töötab
Ühe kruviga ekstrusioonis kasutatakse kuumutatud tünnis ühte pöörlevat kruvi. Kruvi liigutab toorplasti või kummi edasi, kus hõõrdumine ja kuumus selle sulatavad. Sulanud materjal läbib stantsi, moodustades pideva kuju. Operaatorid kontrollivad peamisi protsessiparameetreid, nagu tünni temperatuur (tavaliselt 160–180 °C), kruvi kiirus ja stantsi temperatuur. Vastuvõtuüksuse kiirus ja veepaagi temperatuur aitavad kontrollida lõpptoote läbimõõtu ja jahutamist. Kruvi teostabkolm peamist funktsiooni: transportimine, sulatamine ja segamine. Tünni disainSellised omadused nagu karastamine ja kroomimine vähendavad hõõrdumist ja kleepumist, tagades sujuva töö.
Ühe kruviga ekstrusiooni eelised
Tootjad valivadühe kruviga ekstrusioonoma lihtsuse ja kulutõhususe tõttu. Disain võimaldab lihtsat kasutamist ja hooldust. Madalamad alginvesteeringud ja tegevuskulud muudavad selle atraktiivseks paljudele ettevõtetele.Energiatõhususpaistab silma, kuna süsteem kasutab optimeeritud kütet ja vähem liikuvaid osi. Operaatorid saavad saavutada ühtlase tootekvaliteedi temperatuuri, rõhu ja kruvikiiruse reguleerimise abil. Süsteem käitleb laia valikut tooraineid, muutes selle mitmekülgseks erinevate tootmisvajaduste jaoks.
Näpunäide: Regulaarne hooldus ja reaalajas energiamonitooring võivad veelgi parandada tõhusust ja tootekvaliteeti.
Ühe kruviga ekstrusiooni piirangud
Ühe kruviga ekstrusioonil on mõningaid väljakutseid. Läbilaskevõime võib suure kruvikiiruse korral muutuda ebastabiilseks, mis piirab tootmiskiirust. Sulamistemperatuuri ja toote homogeensuse säilitamine võib olla keeruline, eriti keerukate materjalide puhul. Protsessil võib olla raskusi keeruka segamise või täpset juhtimist nõudvate koostiste korral. Söötmiskäitumine ja läbilaskevõime sõltuvad suuresti ka kruvi konstruktsioonist ja söötmisava geomeetriast.
Ühe kruviga ekstrusiooni tüüpilised rakendused
Ühe kruviga ekstrusiooni kasutatakse paljudes tööstusharudes. Pakenditööstus on turuliider, omades umbes 60% turuosa, tootes kilesid ja lehti polümeeridest nagu PE, PP ja PVC. Ehitussektor kasutab seda torude ja profiilide jaoks, samas kui autotootjad toetuvad sellele sise- ja välisdetailide jaoks. Sellest tehnoloogiast saavad kasu ka meditsiini-, tarbekaupade ja elektroonikatööstus.
| Mudeli tüüp | Kruvi läbimõõt (mm) | L:D suhe | Mootori võimsus (kW) | Väljundvõimsus (kg/h) | Märkused tõhususe ja standardite kohta |
|---|---|---|---|---|---|
| Kõrgefektiivne ühe kruviga | 60–120 | 38:1 | 110–315 | 465–1300 | 20–30% kõrgem määr; Siemensi vahelduvvoolumootorid, CE-sertifikaadiga |
| Tavaline standardne üksik kruvi | 60–120 | 33:1 | 55–315 | 150–900 | Standardkvaliteediga komponendid |
Kahe kruviga ekstrusiooni ülevaade
Kuidas kahe kruviga ekstrusioon töötab
Kahe kruviga ekstrusioonKasutab kahte omavahel ühendatud kruvi, mis pöörlevad kuumutatud tünnis. Operaatorid söödavad toorained, näiteks graanulid või pulbrid, punkrisse. Kruvid liigutavad materjali edasi, seda kokku surudes ja sõtkudes. Tünnist tulev kuumus ja kruvide hõõrdumine sulatavad materjali. Spetsiaalsed kruvielemendid segavad ja homogeniseerivad sula, tagades lisandite ühtlase hajumise. Seejärel läbib sula materjal vormi, et moodustada lõpptoode. Modulaarsed tünnid kuumutus- ja jahutustsoonidega võimaldavad täpset temperatuuri reguleerimist. Ventilatsioonitsoonid eemaldavad õhu ja lenduvad ained, parandades toote kvaliteeti.
Kaksikkruvi ekstrusiooni tugevused
Kahe kruviga ekstrusioon pakub mitmeid eeliseid:
- Suurepärane segamine ja homogeniseerimine tänu omavahel põimunud kruvidele.
- Suured nihkejõudparandada segamist ja toote ühtlust.
- Modulaarne disain võimaldab hõlpsat kohandamist erinevate materjalide jaoks.
- Täiustatud temperatuuri reguleerimine vähendab termilist lagunemist.
- Suur läbilaskevõime ja tootlikkus toetavad suuremahulist tootmist.
- Paindlikud kruvikonfiguratsioonid optimeerivad erinevate polümeeride töötlemist.
- Parem protsessi juhtimine kruvikiiruse ja temperatuuri sõltumatu reguleerimisega.
- Seadme pikem eluiga, kuna koormus jaotub kahe kruvi vahel.
| Tehniline aspekt | Kirjeldus |
|---|---|
| Suurepärane segamine ja homogeniseerimine | Vahelduvad kruvid tekitavad ühtlaseks segamiseks nihke- ja sõtkumisefekte. |
| Suur läbilaskevõime ja tootlikkus | Koos pöörlevad kruvid võimaldavad suuremat tootmiskiirust ja efektiivsust. |
| Mitmekülgsus | Võimeline töötlema mitmesuguseid polümeere ja keerulisi koostisi. |
Kaksikkruvi ekstrusiooni nõrkused
- Kahe kruviga ekstruuderil on keerukas struktuur ja kõrgem hind.
- Materjali voogu ekstruuderis on raske modelleerida ja ennustada.
- Kruvi geomeetria tõttu võivad tekkida rõhukõikumised.
- Osakeste suuruse ja protsessi stabiilsuse jälgimine tekitab väljakutseid.
- Laborist tootmisse üleminek nõuab hoolikat kohandamist.
Kahe kruviga ekstrusiooni tavalised kasutusalad
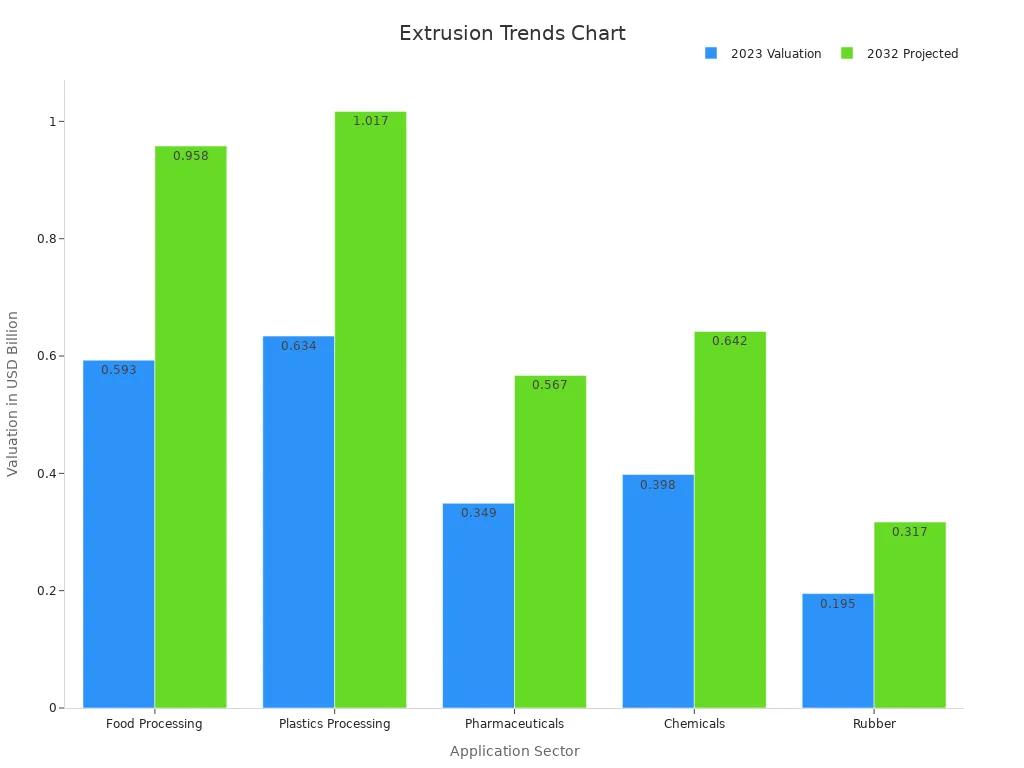
Kahe kruviga ekstruuderid mängivad paljudes tööstusharudes võtmerolli. Tootjad kasutavad neid plastide segamiseks, taaskasutatud materjalide töötlemiseks ja bioplasti tootmiseks. Toiduainetööstus tugineb neile suupistete, teravilja ja lemmikloomatoidu valmistamiseks. Farmaatsiaettevõtted kasutavad kahe kruviga ekstrusiooni tahkete ravimvormide valmistamiseks. Keemia- ja kummitööstus saavad samuti kasu nende täpsest segamisest ja juhtimisest. Kahe kruviga ekstruuderite turg kasvab jätkuvalt, mida ajendab nõudlus Aasia ja Vaikse ookeani piirkonnas, Euroopas ja Põhja-Ameerikas.
Ühe kruviga ekstrusioon vs kahe kruviga ekstrusioon: peamised võrdlused

Disaini ja mehhanismi erinevused
Ühe kruviga ekstrusioonkasutab ühte pöörlevat kruvi lihtsa spiraalse mustriga. See konstruktsioon lükkab materjali läbi silindri edasi. Seevastu kahe kruviga ekstruuderil on kaks omavahel põimuvat kruvi. Need kruvid võivad pöörelda samas või vastassuunas ja sisaldavad sageli sõtkumisplokke paremaks segamiseks. Allolev tabel toob esile peamised tehnilised erinevused:
| Aspekt | Ühe kruviga ekstruuder | Kahe kruviga ekstruuder |
|---|---|---|
| Kruvide disain | Üks pöörlev kruvi lihtsa spiraalse mustriga, mis lükkab materjali edasi. | Kaks omavahel haakunud kruvi, mis võivad olla kas koos või vastassuunas pöörlevad, keeruka geomeetriaga, sh sõtkumisplokid. |
| Segamisvõime | Sobib homogeensete materjalide segamiseks ja lihtsaks segamiseks. | Suurepärane segamine tänu omavahel põimunud kruvidele, mis võimaldab lisandite ja täiteainete paremat hajumist. |
| Läbilaskevõime ja väljund | Üldiselt madalam läbilaskevõime ja väljundkiirus. | Suurem läbilaskevõime ja väljundvõimsus, sobib suurtootmiseks. |
| Temperatuuri kontroll | Põhiline temperatuuri, kruvikiiruse ja silindrirõhu kontroll. | Täiustatud temperatuuri reguleerimine sisemiste kütte-/jahutustsoonidega piki toru. |
| Materjalikäitlus | Efektiivne termoplastide, elastomeeride ja taaskasutatud plastide puhul, tagades ühtlase tootekvaliteedi. | Sobib paremini kõrge viskoossusega, kuumustundlike ja keerukate koostiste jaoks, mis vajavad täpset kontrolli. |
| Protsessi paindlikkus | Vähem paindlik, lihtsam töö ja hooldus. | Suurem paindlikkus tänu modulaarsele kruvikonstruktsioonile ja reguleeritavatele parameetritele. |
| Degaseerimisvõime | Piiratud degaseerimis- ja lenduvate ainete eemaldamise võimalused. | Tõhus degaseerimine ja lenduvate ainete eemaldamine, mis on oluline kvaliteedikontrolli jaoks. |
| Rakendusnäited | Plastkiled, torud, segamine, traadi katmine, lehtmetalli ekstrusioon, toiduainete töötlemine. | Polümeeride segamine, toiduainete töötlemine, farmaatsiatooted ja keerukate materjalide töötlemine. |
Teadlased nagu Shen jt ja Sastrohartono jt on näidanud, et kahe kruviga ekstruuderid pakuvad täiustatud disainifunktsioone, näiteks paremat nihkevoogu ja energiatõhusust, eriti keerukate materjalide puhul.
Segamis- ja töötlemisvõimalused
Segamis- ja töötlemisvõimalused eristavad neid kahte tehnoloogiat. Ühe kruviga ekstrusioon sobib hästi lihtsate ja homogeensete materjalide jaoks. See saab hakkama põhiliste segamisülesannetega, kuid tal on raskusi keeruka segamise või täpset juhtimist nõudvate koostistega. Kahe kruviga ekstruuderid on segamisel suurepärased. Nende omavahel põimuvad kruvid loovad tugeva nihke- ja sõtkumisefekti. See tegevus tagab lisandite ja täiteainete ühtlase hajumise, mis on kvaliteetsete toodete puhul kriitilise tähtsusega. Operaatorid saavad kruvielemente ja trumli tsoone reguleerida, et protsessi erinevate materjalide jaoks peenhäälestada. Seetõttu toetavad kahe kruviga süsteemid keerulisi retsepte ja nõudlikke tootmisnõudeid.
Märkus: Tootjatele, kes peavad segama mitut polümeeri või lisama täiteaineid, pakuvad kahe kruviga ekstruuderid selget eelist segamistulemuste osas.
Läbilaskevõime ja efektiivsus
Nende süsteemide vahel valimisel mängivad olulist rolli läbilaskevõime ja efektiivsus. Ühe kruviga ekstrusioon pakub tavaliselt madalamat läbilaskevõimet, mistõttu sobib see väiksemate tootmiseesmärkide jaoks. See töötab aeglasema töötlemiskiirusega ja annab standardtoodete puhul järjepidevaid tulemusi. Kahe kruviga ekstruuderid seevastu saavutavad suurema läbilaskevõime ja kiirema töötlemiskiiruse. Need toetavad suuri mahutavusnõudeid ja säilitavad toote kvaliteedi isegi keerulise granuleerimise korral. Allolev tabel võrdleb peamisi näitajaid:
| Mõõdik | Ühe kruviga ekstruuder | Kahe kruviga ekstruuder |
|---|---|---|
| Läbilaskevõime | Madalam läbilaskevõime, sobib madala tootlikkusega eesmärkide jaoks | Suurem läbilaskevõime, sobib suurtele mahutavusnõuetele |
| Töötlemiskiirus | Aeglasem töötlemiskiirus | Kiirem töötlemiskiirus |
| Toote kvaliteet | Piiratud segamisintensiivsus, vähem keerukas granuleerimine | Täiustatud segamine, toetab keerukat granuleerimist |
| Tegevuskulud | Madalamad tegevuskulud tänu lihtsusele ja energiatõhususele | Kõrgemad tegevuskulud keerukuse ja hoolduse tõttu |
| Paindlikkus | Vähem paindlik ja lihtsam toimimine | Suurem paindlikkus, saab hakkama keerukate koostistega |
| Väljundkiirused | Üldiselt madalamad väljundkiirused | Kõrgemad väljundkiirused |
Kaksikkruvilised ekstruuderid õigustavad oma kõrgemaid tegevuskulusid sageli suurenenud tootlikkuse ja võimega käsitleda keerukamaid materjale.
Paindlikkus ja mitmekülgsus
Paindlikkus ja mitmekülgsus on tänapäevase tootmise jaoks olulised. Ühe kruviga ekstrusioon tagab standardtoodete ja -materjalide puhul usaldusväärse jõudluse. Siiski pakub see piiratud paindlikkust erinevate koostiste või tootetüüpide vahel vahetamisel. Kahe kruviga ekstruuderid paistavad selles valdkonnas silma. K 2016 messil demonstreerisid täiustatud kahe kruviga liinid kiiret üleminekut materjalide, värvide ja paksuste vahel. Mõned süsteemid vahetasid formaate minutitega, mitte tundidega. Need ekstruuderid töötlesid kuni 11-kihilisi mitmekihilisi kilesid, käsitledes selliseid materjale nagu EVOH, nailon ja mitmesugused polüetüleeni klassid. Tootmisandmed näitasid...Materjalijäätmete vähenemine 45,8%ja peaaegu 29% energiasäästu pärast üleminekut paindlikele kahe kruviga süsteemidele. Investeeringu tasuvusaeg lühenes samuti enam kui 26%. Need täiustused toovad esile kahe kruviga ekstruuderite tööeelised keerukates ja mitmematerjalilistes keskkondades.
Kulude ja hoolduse kaalutlused
Paljude tootjate lõplikku otsust mõjutavad kulud ja hooldus. Ühe kruviga ekstrusioonisüsteemid on odavamad osta ja kasutada. Nende lihtne konstruktsioon tähendab vähem hooldatavaid osi ja väiksemat energiatarbimist. Rutiinne hooldus on lihtne ja seisakud jäävad minimaalseks. Kahe kruviga ekstruuderid vajavad suuremat alginvesteeringut. Nende keeruline struktuur ja täiustatud funktsioonid suurendavad hooldusvajadust ja energiatarbimist. Kõrge väärtusega või keerukaid tooteid tootvate ettevõtete jaoks kaaluvad paindlikkuse, läbilaskevõime ja kvaliteedi eelised aga sageli üles lisakulud. Õige süsteemi valimine sõltub nende tegurite tasakaalustamisest tootmiseesmärkide ja eelarvega.
Õige ekstruuderi valimine vastavalt teie vajadustele
Materjali sobivus
Õige ekstruuderi valimine algab materjalide ühilduvuse mõistmisest. Peamised masina komponendid, näitekskruvi kiirus, läbimõõt ja pikkuse ja läbimõõdu suhemõjutavad seda, kui hästi ekstruuder erinevaid materjale töötleb. Näiteks aitavad kõrgemad L/D suhted keerukate materjalide puhul, mis vajavad põhjalikku sulatamist ja segamist. Tünni konstruktsioon, sealhulgas temperatuuritsoonid ja ventilatsioon, toetab tundlikke või taaskasutatud materjale. Tööstusharu juhised soovitavad ekstruuderi sobitamist materjali töötlemistemperatuuri, viskoossuse ja voolukiirusega. Ühe kruviga ekstrusioon sobib hästi termoplastide masstöötlemiseks, samas kui kahe kruviga ekstruuderid käsitlevad keerulisi koostisi toidu-, farmaatsia- ja polümeeritööstuses.
Tootmismaht ja väljund
Tootmismaht ja väljundnõuded mängivad ekstruuderi valikul olulist rolli. Suurem väljundkiirus võib suurendada energiatarbimist ja hooldusvajadust. Modulaarsed kruvikonfiguratsioonid võimaldavad paremat skaleeritavust ja jõudlust. Uuringud näitavad, etLäbilaskevõime ja täitetase mõjutavad toote kvaliteeti ja segamise efektiivsustSuuremate ekstruuderite puhul on järjepidevate tulemuste säilitamiseks vaja tööparameetreid hoolikalt reguleerida. Ettevõtted peavad tootmiseesmärke tasakaalustama tegevuskulude ja tehnilise keerukusega.
Eelarve ja kulutegurid
Kulude arvestamine hõlmab nii esialgseid kui ka jooksvaid kulusid. Allolev tabel annab ülevaate peamistest kuluteguritest:
| Kulutegur | Kirjeldus | Eelarve mõju |
|---|---|---|
| Esialgne ost | Varieerub suuruse ja tüübi järgi | Suur eelnev investeering |
| Sertifitseerimine | ISO 9001, CE jne. | Võib ostuhinda tõsta |
| Hooldus | Vajalik on regulaarne hooldus | Jooksvad aastased tasud |
| Energiatarve | Tõhusad mudelid säästavad pikaajalisi kulusid | Kõrgem ettemaks, madalam igakuine |
| Treening | Vajalik nõuetekohaseks toimimiseks | 1–3% ostuhinnast |
Aasia ja Vaikse ookeani piirkonna tootjad saavad sageli kasu piirkondlike eeliste tõttu madalamatest tegevuskuludest.
Rakenduspõhised soovitused
Millalekstrusioonisüsteemi valimine, peaksid ettevõtted arvestama tootmismahu, tarnijate paindlikkuse ja kvaliteedinõuetega. Põhitoodete ja väikesemahuliste partiide puhul pakub ühe kruviga ekstrusioon lihtsust ja madalamaid kulusid. Kahe kruviga ekstruuderid sobivad suuremahuliste, keerukate või uuenduslike toodete jaoks, mis vajavad täiustatud segamist ja paindlikkust. Sellised tööstusharud nagu autotööstus, toiduainetööstus ja farmaatsiatööstus eelistavad sageli kahe kruviga süsteeme nende mitmekülgsuse ja tootekvaliteedi tõttu. Turul eristumist taotlevad ettevõtted võivad ainulaadsete tooteomaduste saavutamiseks üle minna kahe kruviga ekstrusioonile.
- Kahe kruviga ekstruuderidParema segamise ja stabiilsema materjalivoo tagamiseks kasutage kahte kruvi.
- Nad saavad hakkama rohkemate materjalidega ja pakuvad suuremat tootlikkust.
- Ühe kruviga ekstrusioon sobib kõige paremini lihtsate ja madala viskoossusega materjalide jaoks.
- Komplekssete toodete või suurema efektiivsuse puhul peaksid ettevõtted valima kahe kruviga ekstruuderid.
KKK
Mis on peamine erinevus ühe- ja kahekruvilise ekstrusiooni vahel?
Ühe kruviga ekstrusioon kasutab põhitöötluseks ühte kruvi. Kahe kruviga ekstrusioon kasutab keerukate materjalide paremaks segamiseks ja käsitsemiseks kahte kruvi.
Milline ekstruuder sobib plastide ringlussevõtuks kõige paremini?
Kahe kruviga ekstruuderid käitlevad taaskasutatud plaste tõhusamalt. Need pakuvad paremat segamist ja kontrolli, mis parandab toote kvaliteeti.
Kuidas võrreldakse kahte tüüpi hooldust?
Ühe kruviga ekstruuderid vajavad vähem hooldust.Kahe kruviga ekstruuderid vajavad rohkem tähelepanukeeruka konstruktsiooni ja lisakomponentide tõttu.
Postituse aeg: 08.07.2025